
اسپری الکترواستاتیک ؛ فرایند پاشش و مزایای آن
اسپری الکترواستاتیک فرایندی است که در آن یک غبار با بار الکترواستاتیکی بر روی سطوح و اجسام پاشیده میشود. سمپاش الکترواستاتیک دارای شارژ الکتریکی است و به محلولهای تخصصی و ضدعفونیکنندهها اجازه میدهد تا بر روی تمام سطوح قرار بگیرند و آنها را به طور یکنواخت پوشش دهند. اسپری الکترواستاتیک برای پوششهای پاشش و نواحی که باید رنگآمیزی شود، استفاده میشود. با شارژ بار منفی در ذرات، رنگ پراکنده و تشکیل بار مثبت در قطعه کار یک میدان الکترواستاتیک ایجاد میشود که ذرات رنگ را به خود جذب میکند. سمپاشهای الکترواستاتیک مؤثر میتوانند در عرض چند دقیقه منطقه وسیعی را پوشش دهند. ازآنجاییکه سطوح به طور یکنواخت پوشش داده میشوند، نیازی به پاککردن منظم نیست، تنها میتوانید بهصورت دورهای برای صیقل نگهداشتن سطوح استفاده نمایید.
فناوری اسپری الکترواستاتیک را میتوان برای رفع نیازهای تأسیسات طراحی کرد. برخی از تأسیسات استفاده از سمپاشهای الکترواستاتیک را بهعنوان جایگزینی برای روشهای تمیزکردن و ضدعفونی دستی نظیر دستمال مرطوب و اسپریهای ماشهای انتخاب میکنند. درحالیکه برخی دیگر از این فناوری بهعنوان گامی اضافی برای افزایش تمیزکردن استاندارد و تضمین پوشش سطح جامع استفاده میکنند.
فرایند پاشش الکترواستاتیک
پروسه پاشش الکترواستاتیک نسبت به روند سنتی دارای مزایای بسیار زیادی است. این فرایند نیازی به مواد نازکتر ندارد. برای ساختوساز، مواد غیرآلوده و غیرسمی به محیطزیست وارد نمیکند و برای بدن انسان ضرری بههمراه ندارد. دارای پوشش کیفیت ظاهری خوب، چسب قوی و قدرت مکانیکی بالایی است. پوشش حاوی مقاومت در مقابل خوردگی بسیار بالاتر و در برابر سایش مقاوم است. هزینه فرایند پاشش نسبت به پروسه نقاشی اسپری بسیار کمتر است. برخی از مناسبتهای ساختوساز بهصورت واضح اعلام کردهاند که پروسه اسپری الکترواستاتیک باید مورداستفاده قرار گیرد.
در طول فرایند پاشش الکترواستاتیک، پدیده جریانی که در پروسه نقاشی اسپری شایع است، رخ نخواهد داد. اصل پروسه پاشش الکترواستاتیک این است که پودر پلاستیکی را توسط تجهیزات الکترواستاتیک با ولتاژ بالا شارژ کند تا بهصورت یکنواخت بر روی سطح قطعه کار تحت عمل یک میدان الکتریکی جذب گردد و سپس بعد از پخت با دمای بالا، ذرات پلاستیکی به یکلایه محافظ فشرده محکم متصل به سطح قطعه کار ذوب شوند.
چه تفاوتهایی بین اسپری الکترواستاتیک و رنگ اسپری وجود دارد؟
هنگامیکه فناوری سمپاشی پوشش پودر، وارد صنعت شد؛ سهم بازار از پوششهای پودری در صنعت عمومی، همچنان در حال افزایش است. افزایش سهم بازار از پوششهای پودری بهدلیل اینکه فناوری سمپاشی پودر مزایای خاصی دارد. مزایای اسپری الکترواستاتیک شامل موارد زیر میشود:
-
اتاق پاشش پودر، کاهش آلودگی محیطزیست
ازآنجاییکه قانون حفاظت از محیطزیست بر محتواهای ترکیبات آلی بسیار سخت است؛ بنابراین صنعت پوشش در حال تلاش برای پیشرفت فناوریهای پوششی بوده و آلودگیها نسبت به محیط کمتر است. بعد از تحقیقات و آزمایشهای انجام شده، مشخص شده که اسپری الکترواستاتیک پاکترین فناوری پوششی بوده که در حال حاضر در دسترس است.
-
مزایای اقتصادی قابلتوجهی
در بین اجزای فیلم پوشش، نوع حلال تقریباً 60 تا 65% بوده و پوشش پودر قادر است به کارایی 100 درصد برسد و پودری که به اجسام وصل نیست، پاشیده شود. در این صورت میتواند مجدداً اقدام به بازیافت کرده و دوباره استفاده شود. در شرایط عادی، بهرهمندی از فناوری سمپاشی پودر میتواند عملیات پوشش را تا حد قابلتوجهی مقرونبهصرفه و مؤثر کند.
-
صرفهجویی در انرژی
با توجه به اینکه پوششهای پودری اقدام به تولید فرار آلی نمیکنند، در نتیجه از زبالههای ناشی از ولاتیلیزاسیون به جو خودداری میکنند. همینطور میتوان گفت در مقایسه با پوششهای مایع، هزینههای انرژی تا حدود قابلتوجهی کم میشود.
-
عملکرد فیلم عالی
تا هنگامیکه پوشش پودر بهصورت مستقیم بر روی سطح تخته امدیاف قبل از درمان، پاشیده و پخته گردد، میتوان سطح فیلم پوشش با کارکرد عالی را به دست آورد.
چرا کارکرد الکترواستاتیک نسبت به سایر پرداختهای صنعتی قویتر است؟
پیوندهای یونی از طریق بار الکتریکی بین ذرات رنگ با بار منفی و سطح با بار مثبت محصول شما ایجاد میشود. یکی از قویترین پیوندهای شیمیایی، پیوندهای یونی بهشمار میروند که رنگکاری اسپری الکترواستاتیک را به یکی از ماندگارترین تکنیکهای پرداخت صنعتی تبدیل میکند.
نکته:
رنگکاری اسپری الکترواستاتیک همچنان روی اجسام غیرفلزی کار میکند. متخصصان سیستمهای پرداخت صنعتی این توانایی را دارند با قراردادن فلز در پشت جسم و یا از طریق یک پرایمر حاوی بار مثبت پیش از بهکارگیری رنگ الکترواستاتیک، سطح غیرفلزی را رسانا نمایند.
مقایسه کارکرد رنگ پودری، پرداخت رنگ معمولی و رنگ اسپری الکترواستاتیک
الکترواستاتیک موجب صرفهجویی در مقدار رنگ موردنیاز برای پوششدهی میشود.
با وجود مزایای بیشتر، تجهیزات شما بهتر به نظر میرسد.
تولید را در موعد مقرر و بدون تأخیر انجام میدهد، چراکه نیازی به تفکیک قطعات یا عملیات خارج از مکان تجهیزات نیست.
رنگکاری اسپری الکترواستاتیک چگونه عمل میکند؟
بهطورکلی در شارژهای الکتریکی متضاد جذب میشوند و ذرات با بار الکتریکی شبیه یکدیگر را دفع میکنند. در این صورت دو ذره با بار مثبت اقدام به دفع یکدیگر میکنند، اما ذرات با بار مثبت و منفی جذب همدیگر میشوند. سطوح حاوی بار مثبت را رسانا در نظر میگیرند.

خلاصه ساده رنگ الکترواستاتیک
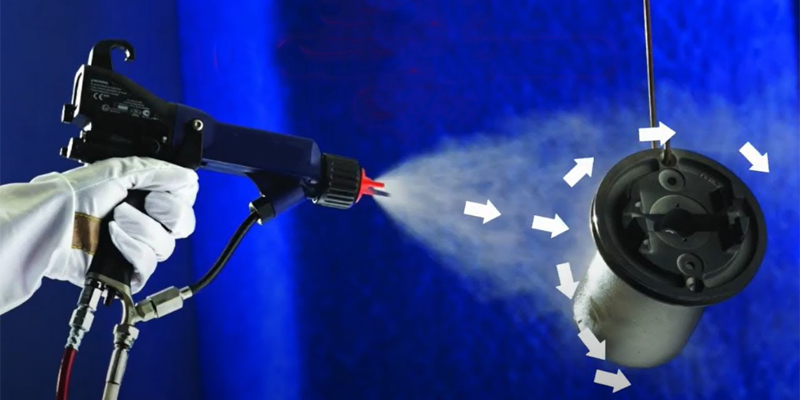
درحالیکه تفنگ اسپری الکترواستاتیک در مخزن آن قرار دارد، بار منفی را بر روی رنگ اجرا میکند. با گذر از لوله تفنگ، بار ایستایی قویتری را ایجاد میکند.
ذرات رنگی حاوی بار منفی اقدام به دفع یکدیگر میکنند؛ بنابراین هنگام پاشیدن از نازل تفنگ، بهصورت یکسان پخش میشوند.
سطح رسانای محصول شما ذرات رنگ منفی را به خود جذب میکند و رنگ شیمیایی را بهشکل پوششی مناسب و یکدست به اجسام پیوند میدهد.
در این صورت تجهیزات صنعتی شما در یک شب خشک میشود و آماده استفاده است.
در یک جمله میتوان گفت روشهای رنگکاری الکترواستاتیک با استفاده از رنگ حاوی بار منفی بر روی اجسام دارای بار مثبت کار میکنند.
مزایای اسپری الکترواستاتیک
- آلودگی برای محیطزیست ایجاد نمیکند.
- برای بدن انسان هیچگونه سمی تولید نمیکند.
- به مواد نازکتر نیاز ندارد.
- کیفیت ظاهر پوشش عالی دارد.
- دارای چسبندگی قوی و مقاومت مکانیکی بالایی است.
- برای تولید زمان پخت را کاهش میدهد.
- در برابر خوردگی و سایش پوشش مقاومت بسیار بالایی دارد.
- هزینه آن نسبت به پروسه نقاشی کمتر است.
- نیاز به کارگران فنی کاهش مییابد. پدیده فرایند مشترک در طول پروسه اسپری الکترواستاتیک ظاهر نمیشود.
رایجترین روش شارژ اسپری الکترواستاتیک
پوشش پودری این پروسه، پودر ریز آسیاب شده را در میدان تاج در نوک تفنگ پخش میکند و یک بار منفی قوی برای هر ذره اعمال خواهد شد. این ذرات کشش شدیدی به بخش زمین دارند و در آنجا رسوب میکنند. همچنین این جریان میتواند پوششهایی بین 20 تا 245 میلیمتر در ضخامت ایجاد کند. سمپاش الکترواستاتیک را میتوان برای پوششهای تزئینی و کاربردی استفاده کرد. به طور تقریبی تمام رزینها بهاستثنای نایلون را میتوان بهسادگی با این فرایند ترکیب کرد. ساخت رنگ، تغییرات در این نوع سیستمها با یکدیگر تفاوت دارند. اغلب اپراتورهای تفنگ دستی قادرند واحدهای جعبه را در کمتر از 10 دقیقه تغییر دهند. در صورت استفاده از همان قیف، تغییرات میتواند 20 دقیقه زمان ببرد. زمان تغییر رنگ برای سیستمهای استاندارد بهصورت متوسط بین 40 تا 50 دقیقه است.
معایب
- به منبع ولتاژ بالایی نیاز دارد.
- با فرورفتگیهای عمیق مشکل دارد.
- در برخی از مواقع کنترل ضخامت سخت است.
- نسبت به دیگر روشها نیاز به هزینه بالایی دارد.

طرح الکترواستاتیک چگونه با پوشش پودری مقایسه میشود؟
برخی از اشکال پودر پوششی از لحاظ فنی، نوعی رنگ الکترواستاتیک است، اما اغلب برای توصیف یک پروسه مشابه و جداگانه بهکار گرفته میشود. اغلب فرایندهای پوششی، الکترواستاتیک هستند که از یک شارژ الکتریکی برای توزیع در سطح استفاده میکنند. بهطورکلی برای اشیا فلزی با اشکال منحنی و شگفتانگیز پایان خوبی میسازند، درحالیکه شباهتها به پایان میرسند. از پودر خشک برای رنگ پودری استفاده میشود و برای پخت در کوره نیاز به دمای 400 درجه یا بالاتر است. در طی پروسه پخت، پودر کمی ذوب میشود تا در پایان یک حالت صاف، ضخیم و سخت ایجاد نماید.
برای ایجاد صافی یکدست و یکنواخت جهت نازکتر و متناسبتر شدن رنگ، از روکش مرطوب در رنگ الکترواستاتیک استفاده میشود.
مقایسه رنگ الکترواستاتیک با پوشش پودری
| پودر | رنگ |
| کاربرد خشک | کاربرد مرطوب |
| انجام در یک فروشگاه؛ هزینه حملونقل بهدلیل افزایش قیمت کلی | در محل کار یا مغازه |
| ترکاندن ماسه، پوسته | آمادهسازی با دست |
| لایه ضخیمتر | لایه نازکتر |
| بادوامترین در تمام حالات | نسبت به انواع استاندارد بادوامتر و در مقایسه با پوشش پودری کمدوامتر |
| پلیاورتان، اکریلیک، اپوکسی یا پلیاستر اپوکسی | رنگهای پایه روغنی و بدون عناصر فلزی |
| تنها برای اشیایی که توانایی تحمل دمای بیش از 385 درجه فاز نهایت را دارند. | بدون نیاز به گرما (حرارت) |
| سطوح موجود با بافت مخصوص | گزینههای بدون بافت |
مراحل رنگ الکترواستاتیک
در متدهای الکترواستاتیک از تجهیزات منحصربهفردی نظیر اسپریکنندههای HVLP (حجم زیاد، فشار کم) یا یک تفنگ متصل به هوا بهکار گرفته میشود. در روشهای الکترواستاتیک مانند دیگر پروژههای رنگآمیزی اجزای مورداستفاده حاوی اسپری مواد پوشاننده و رقیقکننده هستند.
افراد حرفهای یک فرایند استاندارد را در نظر میگیرند:
- زمانبندی کارها؛ اغلب افراد حرفهای، انعطافپذیر هستند و طبق برنامه شما عمل میکنند.
- پوششدهی محل
- آمادهکردن فلز
- رنگآمیزی
- تمیزکردن مواد پوششی و نظافت تمام وسایل
اغلب رنگها بعد از گذشت چند ساعت یا حداکثر 24 ساعت خشک میشوند. افراد متخصص زمان مناسب برای سطوح کاملاً پوشیده شده را به شما اطلاع میدهند. معمولاً زمان خشکشدن به سطح بستگی دارد. این امکان وجود دارد یک کابینت بلافاصله خشک شود، درحالیکه پلهها و نردههای راهپله نیاز به چندین ساعت برای آمادهشدن، داشته باشند.
در این مقاله سعی شد در رابطه با اسپری الکترواستاتیک بحث کنیم. برای پاشیدن یک غبار با بار الکترواستاتیکی بر روی سطوح و اجسام از اسپری الکترواستاتیک استفاده میکنند. همچنین برای پوششهای پاشش و نواحی که باید رنگآمیزی شوند، بهکار گرفته میشود.
برای ارتباط با ما و ثبت نظرات و پیشنهادهای خود میتوانید از طریق زیر در تماس باشید.




